
JIUYUAN
20+ YILODM va OEM
Elektr va mexanik
20+ YILODM va OEM
Elektr va mexanik

Kategoriyalar
Oxirgi xabarlar
Teglar
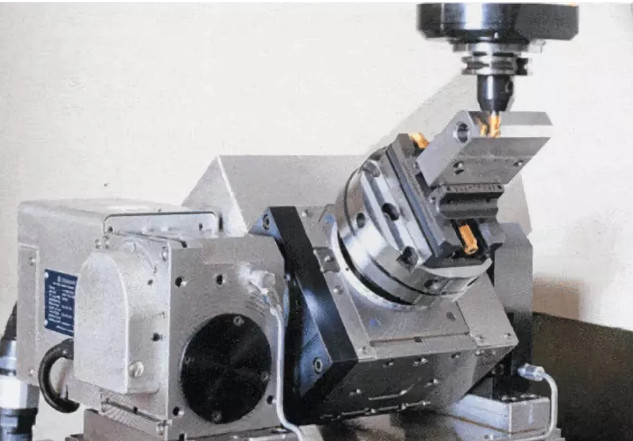
Markaz uchun asboblarni tekislash bosqichlariCNC ishlov berish qismlari
Misol sifatida artefaktning markazini oling.
Ish qismi shpindel 1, artefaktlar tomonidan qoldirilgan to'sar, X qiymatini eslang, pichoq, artefaktlarning o'ng tomoniga ko'chirildi, o'ngda, X qiymatini eslang, G54 X 2 da qayd etilgan ikkita X qiymati, o'rtacha, asosiy milga aylantirildi. ustida, ishlov beriladigan qismdagi to'sarning old tomoni, Y qiymatini eslab qoling, pichoq, ishlov beriladigan qismning orqa tomoniga ko'chirildi, orqa tomonga yaqin, Y qiymatini eslang, ikkita Y qiymati, o'rtacha, G54 Y 3 asosiy milga yozib oling yoqilgan bo'lsa, ishlov beriladigan buyumning yuzasiga qarab, frezer bilan asta-sekin Z qiymatini eslab, uni G54 Z ga qo'ying. G92 ko'rsatmasi asbobning joriy holatiga bog'liq bo'lgan ishlov beriladigan qismning koordinata tizimini o'rnatish uchun ishlatiladi.
Ushbu ko'rsatmani qo'llash formati G92 X_Y_Z_, ya'ni ish qismining koordinata tizimidagi asbobning joriy holatining koordinata qiymati (X_,Y_,Z_) ga teng.
(1) X yo'nalishi bo'yicha ishlov beriladigan qismning konturiga tegish uchun frezalashtirgich ishlatilganda M1 o'qish qiymati olinadi va keyin mil ikki daraja M2 bilan aloqa qilish uchun X yo'nalishi bo'yicha ish qismi konturining boshqa tomoniga o'tkaziladi.Asbobni to'ldiruvchi o'lchov sahifasida M=M2-M1 kiriting.
(2) N1 o'qish qiymati ishlov beriladigan qismning konturini Z yo'nalishi bo'yicha frezalashtirgich bilan aloqa qilish orqali olinadi.Keyin ish qismi konturining boshqa tomoniga Z yo'nalishi bo'yicha tegib, ikki daraja N2 ni olish uchun milni harakatlantiring.Asbobni to'ldiruvchi o'lchov sahifasida N= mn2-n1 kiriting. UG dasturlashni o'rganmoqchi bo'lsangiz, kichik MAKE up QQ qo'shishingiz mumkin: 770573829 o'quv materiallari va kurslarini oling.
To'sardan to'sarning maqsadi - ishlov beriladigan qismning koordinata tizimi va dastgoh koordinatalari tizimi o'rtasidagi fazoviy joylashuvni kesuvchi yoki asbob orqali asbobga aniqlash va asbob ma'lumotlarini tegishli saqlash joyiga kiritish. Bu eng muhimi. nc ishlov berishda operatsiya mazmuni, uning aniqligi qismlarga ishlov berish aniqligiga bevosita ta'sir qiladi.Pichoqni sozlash operatsiyasi X, Y va Z yo'nalishiga bo'linadi.
JIUYUAN 3000 kvadrat metrlik CNC ishlov berish ustaxonasi uchun ikki qavatga ega va alyuminiy CNC ishlov berish qismlari uchun o'z anodlangan zavodimizni qurdi.
CNC ustaxonasida 20 ta 4 o'qli CNC ishlov berish markazi, 12 ta 3 o'qli CNC dastgohlari, 18 ta burg'ulash dastgohlari va 10 ta torna dastgohlari mavjud.
Bizda ustunlik bor alyuminiy CNC ishlov berish qismlari,anodlangan CNC ishlov berish qismlari,po'latdan CNC ishlov berish qismlari,plastik CNC ishlov berish qismlari,turli xil nozik CNC ishlov berish qismlari.
tel:+8613267205630
Whatsapp:13267205630
Email:emily@jiuyuan999.com
Skype:emilymoonjiang






